ステンレスにおけるタップ深さに関するコストダウン
| 提案内容 | タップが深すぎると欠損の可能性があるため、適切な深さに変える |
|---|---|
| 提案効果 | コストダウン |

Before
タップの深さがタップ径の4D以上あると、工具が欠損する可能性が高まります(例:M6深さ24)。特にSUS304の場合、欠損することが非常に多く、コストアップに繋がってしまいます。
After
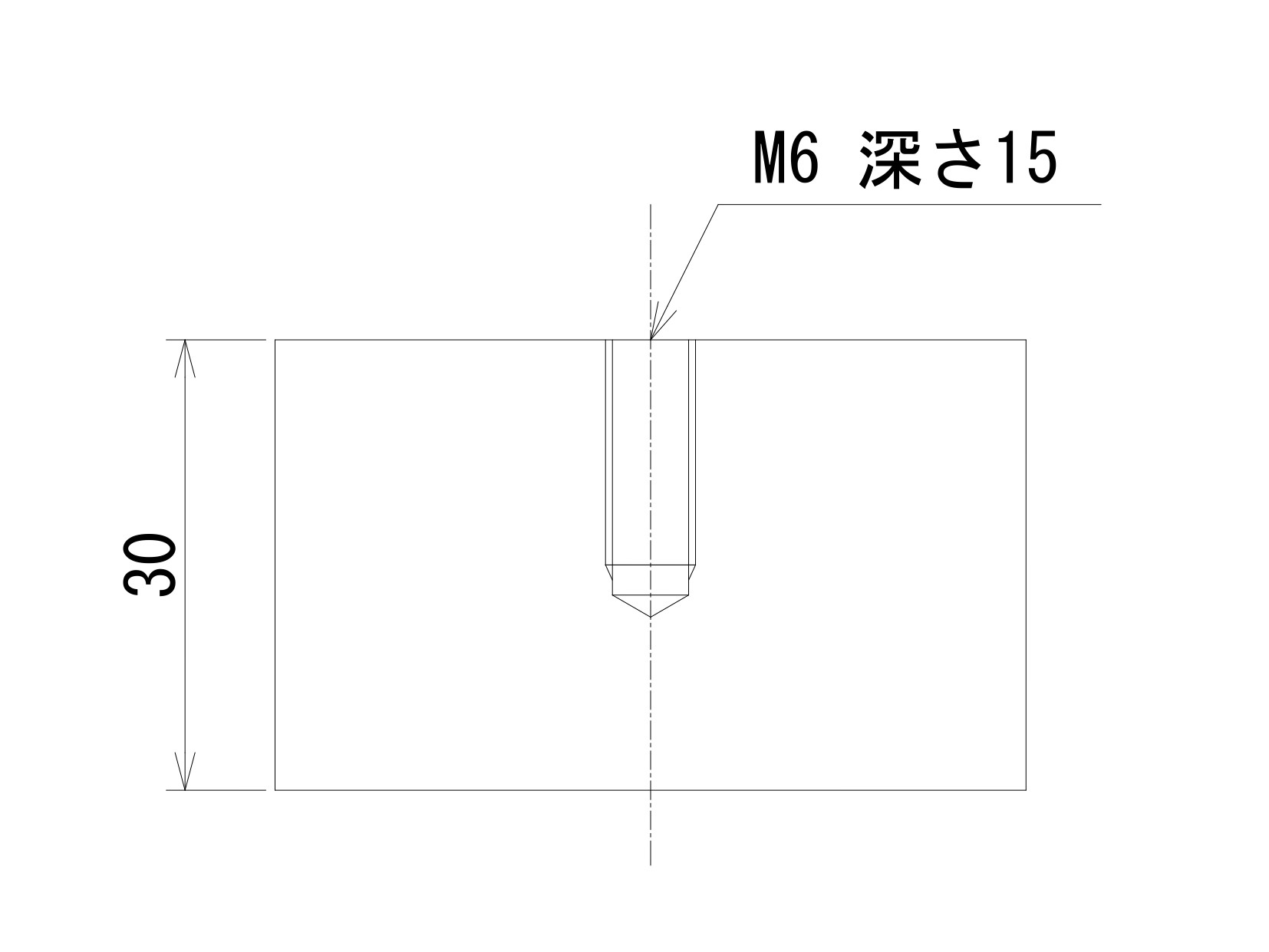
タップ深さをピッチx2.5D以下にしていただくことで、工具の欠損の確率が格段に下がります。そのため、深さが4D必要な場合は、下穴の深さを4Dにし、タップの有効長を2.5D以下にすることで、コストダウンに繋がります。
Point
通常タップの深さはタップ径の2 ~ 2.5 Dとなります。例えばM6であれば、タップの有効長を12 ~15mm で抑え、下穴の深さを24mm程度にしていただくと、欠損率が下がります。また、ネジ山不良も軽減できコストダウンに繋がります。


