ピン角加工の設計変更によるコストダウン
| 提案内容 | コの字 角部をピン角からRに変える |
|---|---|
| 提案効果 | コストダウン、リードタイム短縮 |
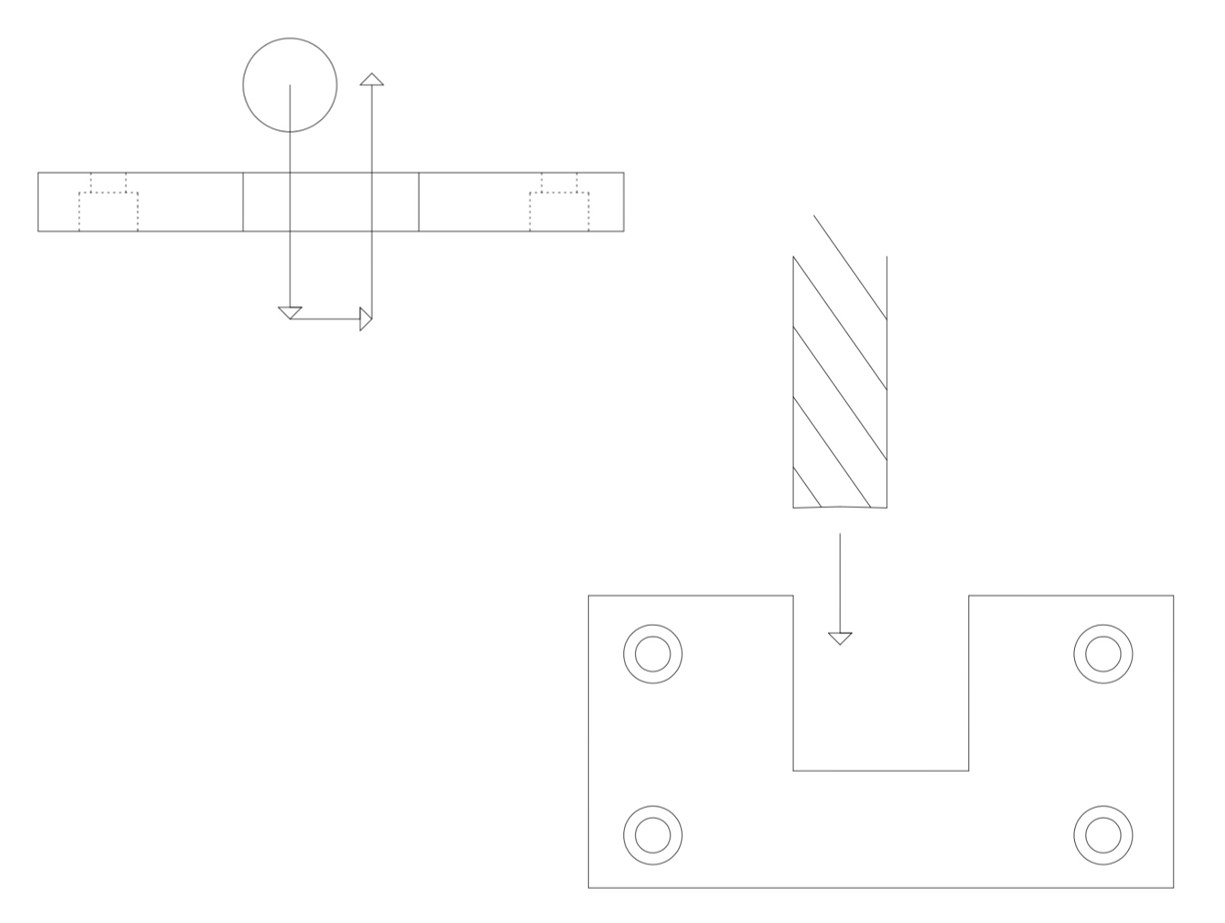
Before
フライス加工で コの字形状を加工する際、角部がピン角だと、エンドミルを縦に入れてコの字に加工し、その後、チャッキングをし直してザグリ加工をする必要があるため、時間がかかってしまいます。
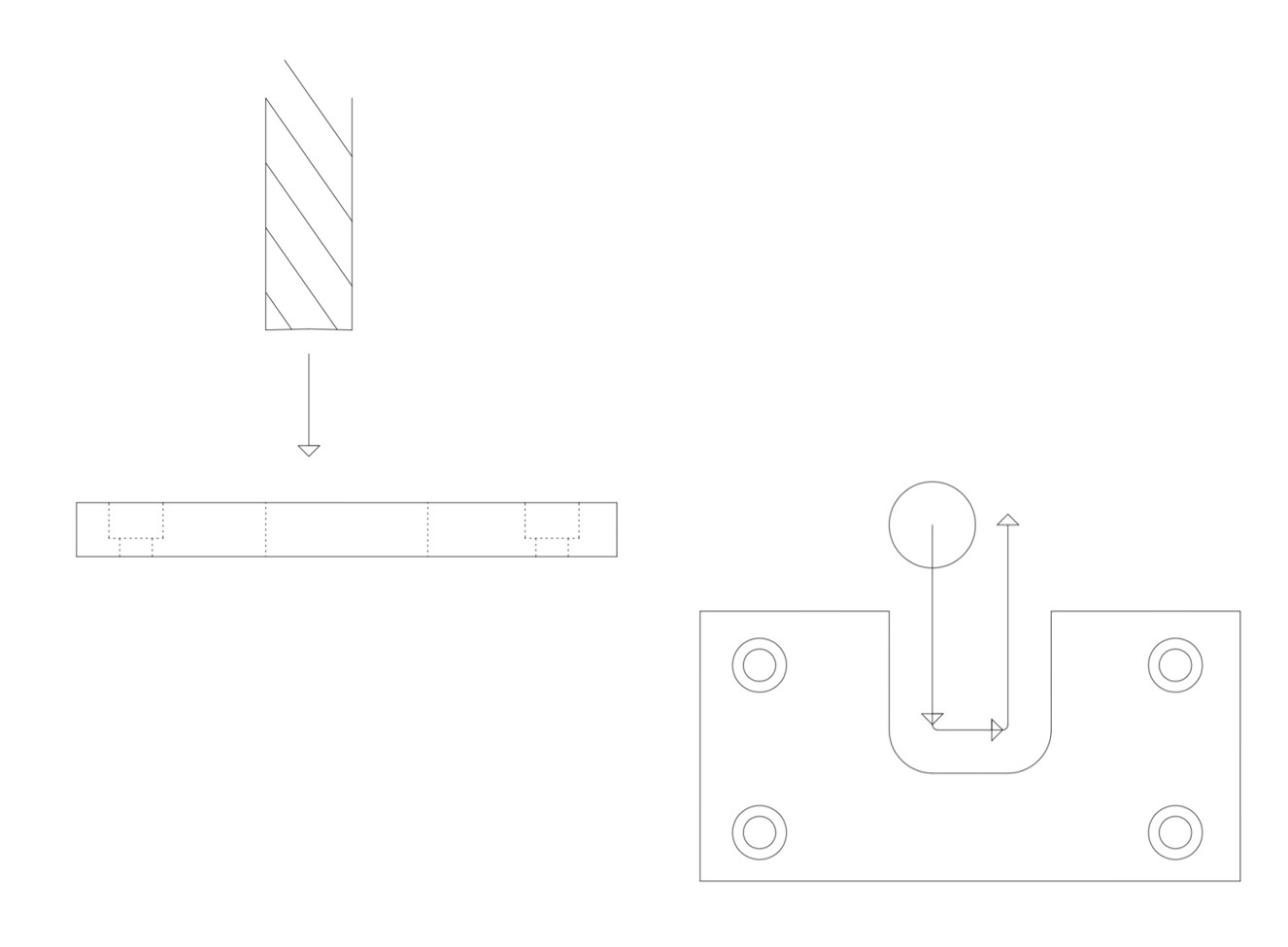
After
コの字の角をRにすることで、通常のエンドミルで加工ができるため、チャッキングをし直さずに、ザグリと同じ工程で加工ができるようになります。その結果、コストダウンとリードタイムの短縮に繋がります。
Point
コの字の箇所が他製品との勘合部にならない場合には、R形状にすることをご検討ください。コストダウンとリードタイムの短縮を実現できる場合が多いです。


