R指定によるリードタイムの短縮とコストダウン
| 提案内容 | R0.2以下→R0.3以下への変更 |
|---|---|
| 提案効果 | コストダウン、リードタイムの短縮 |
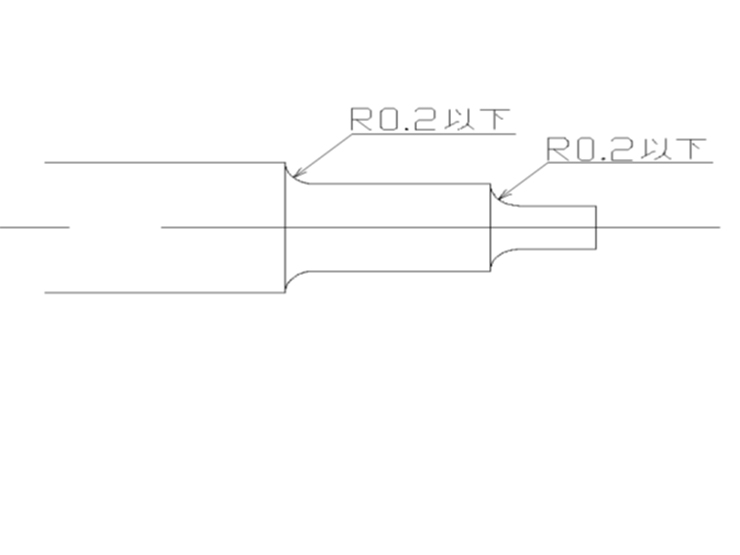
Before
図面表記がR0.2以下となっている場合、旋盤チップのノーズR0.2で加工後(実測がR0.23程)に、隅の部分のみ、ヌスミを入れたりする必要があります。そのため、工数が増えてしまい、コストアップにつながります。
ノーズR0.1の旋盤チップで加工することも可能ですが、ノーズR0.1の旋盤チップは欠損しやすく、コストアップに繋がる場合が多いです。
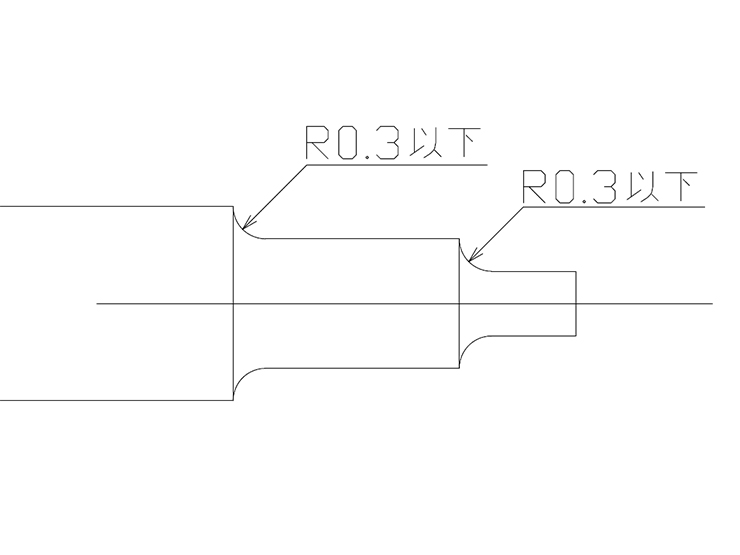
After
可能であれば、R0.3以下のR指示に変更いただくことで、ノーズR0.2のチップでも公差内に容易に入れることができるため、加工工数が減り、コストダウンに繋がります。
Point
実際の加工では、チップ先端よりもRは、大きくなってしまいます。また、既製品のチップの先端は、R0.2・0.4・0.8・1.2が多いため、R○○以下をつける場合、既存の旋盤チップに合わせて、R0.3以下の表記にしていただけますと、コストダウンに繋がります。


