プレート加工におけるタップ深さorタップ位置の変更によるコストダウン
| 提案内容 | タップ深さorタップ位置の変更 |
|---|---|
| 提案効果 | コストダウン |
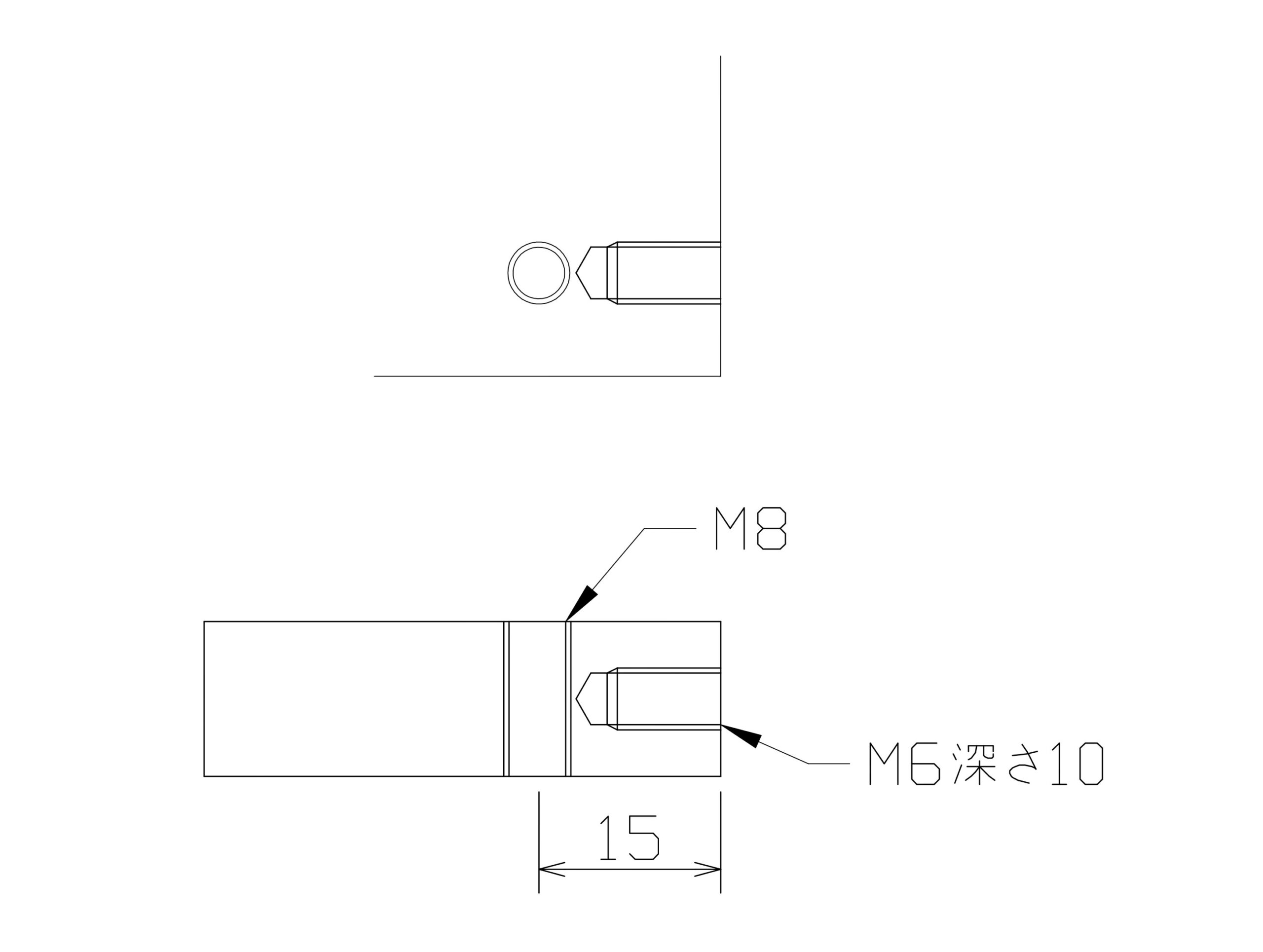
Before
プレート加工において、正面タップと側面タップが同一位置に配置されている場合、側面タップの下穴が理論上貫通してしまうことがあります。
仮に下穴の貫通が許容される場合でも、タップのさらえ直しが必要となり、追加工数が発生するためコストアップにつながります。
一方で、下穴の貫通が許容されない場合は、有効深さを維持しながらフラットドリルへの変更や、エンドミルによる加工で貫通を防ぐ工夫が求められます。しかし、この方法では加工時間の延長や工程の増加が避けられず、コスト増の要因となります。
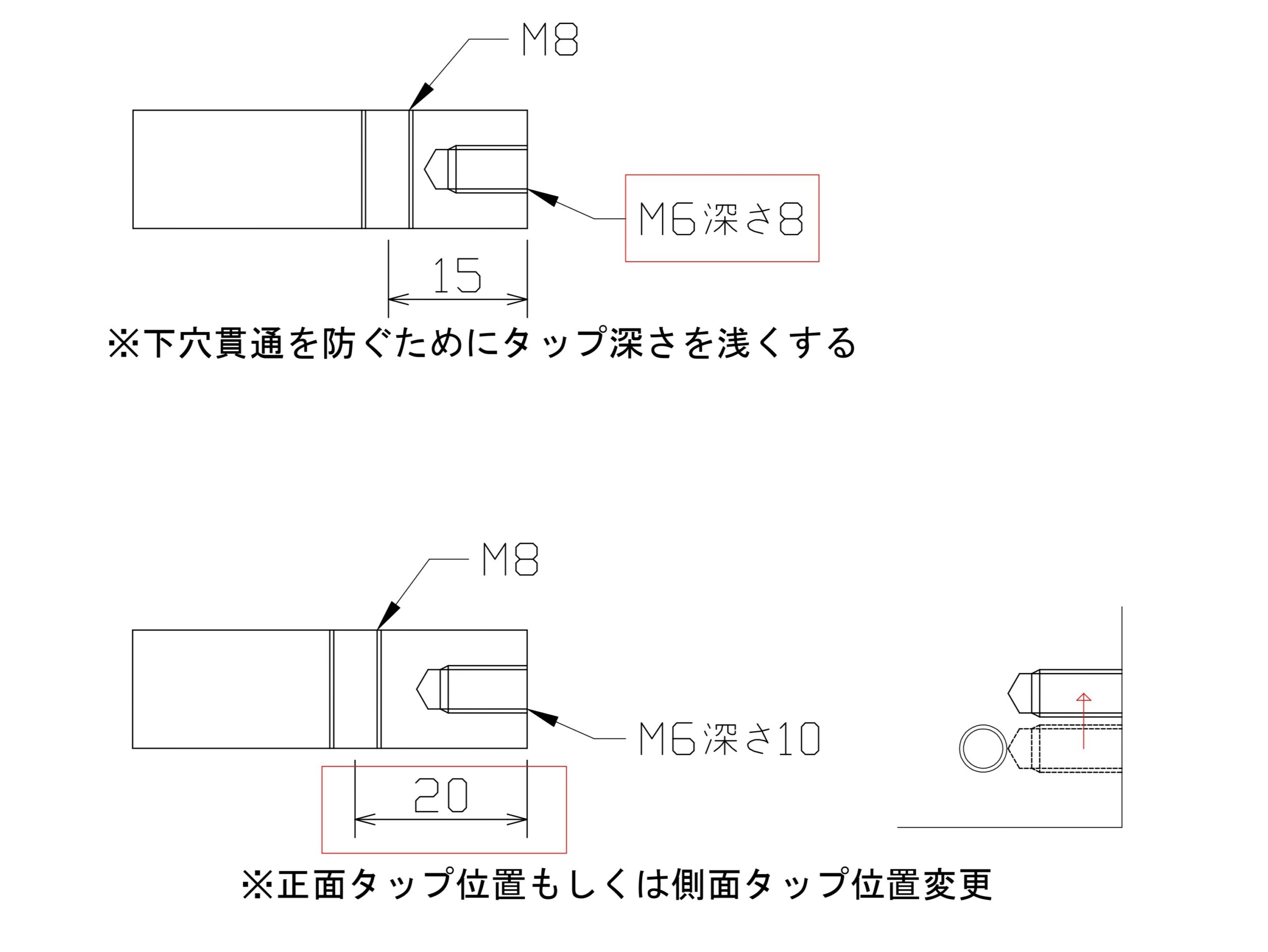
After
側面タップの深さを、機能上問題のない範囲で浅く設計することで、下穴貫通を回避でき、タップのさらえ直しも不要になるため、コストアップを防ぐことが可能です。
もしくは、正面のタップか、側面のタップ穴位置をずらすことで、貫通のリスクが無くなり、コストアップの回避が可能です。
Point
ただし、
・側面タップの深さを浅くできない
・タップ穴位置を変更できない
といった設計制約がある場合、コストアップは避けられませんが、加工自体は可能です。しかし、この場合は下穴が貫通可か不可かによって加工方法が大きく異なります。
そのため、図面に「下穴貫通可」もしくは「下穴貫通不可」といった指示を明記していただくことで、加工条件の確認時間を短縮が可能となります。


