タップ下穴貫通可否について
| 提案内容 | タップ下穴を貫通可とする |
|---|---|
| 提案効果 | 工具費や加工時間の低下 |
Before
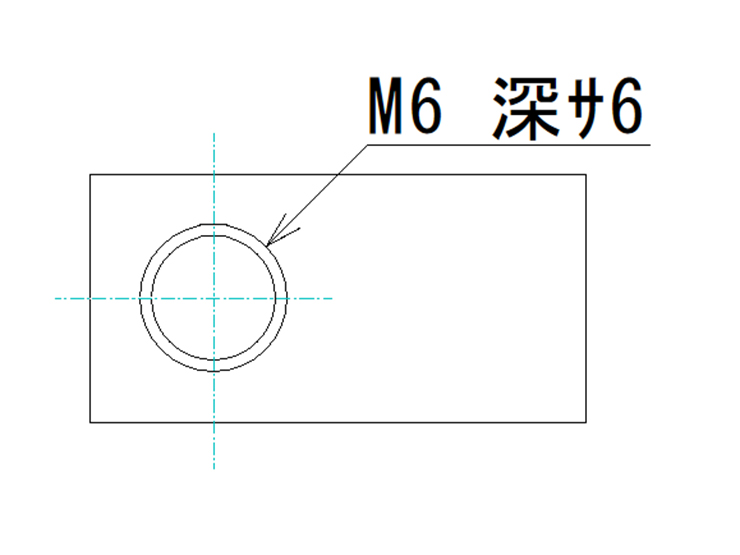
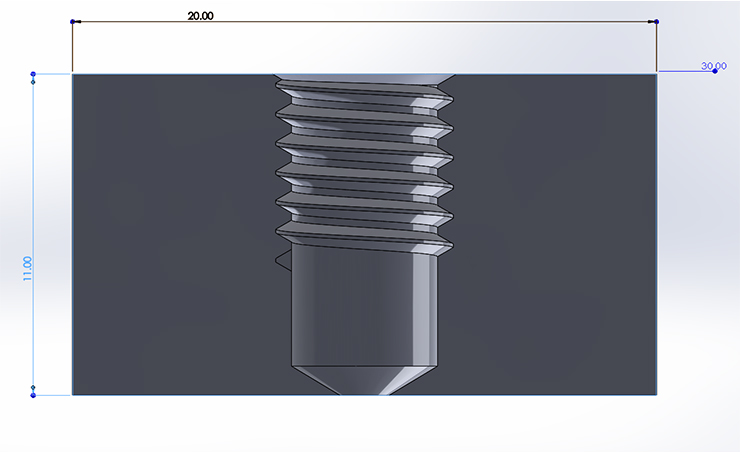
左図は板厚11mmの板に、M6深さ6(1D)を加工したものです。
標準的な下穴深さで加工した場合、下穴ドリル先端部が板厚を貫通します。タップ加工時は、タップの深さに加えて、下穴ドリルの深さも考慮する必要があります。
十分な板厚が確保できない場合、フラットドリルやスレッドミル等でケアすることができますが、加工時間や工具代が高くなってしまいます。また加工プロセスが複雑化するため、加工ミス等を誘発しやすくなります。
After
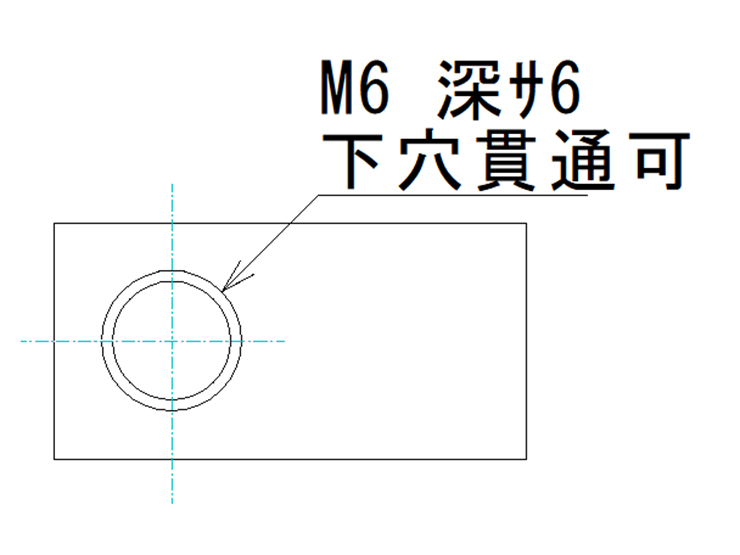
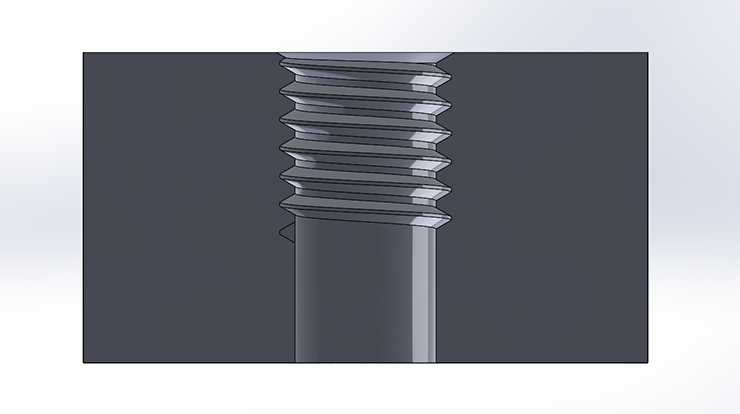
左図は板厚11mmの板に、M6深さ6(1D)を加工し、下穴を貫通させたものです。
この場合、標準的なドリルとタップで加工することができ、工具費や加工時間を抑えられます。
Point
予め貫通可の指示をいれておいていただくことで、確認にかかる時間を短縮することができ、効率化に繋がります。


