深すぎるタップの見直しによるトラブル防止
| 提案内容 | 逃がしをつける |
|---|---|
| 提案効果 | トラブル防止によるコストダウン |
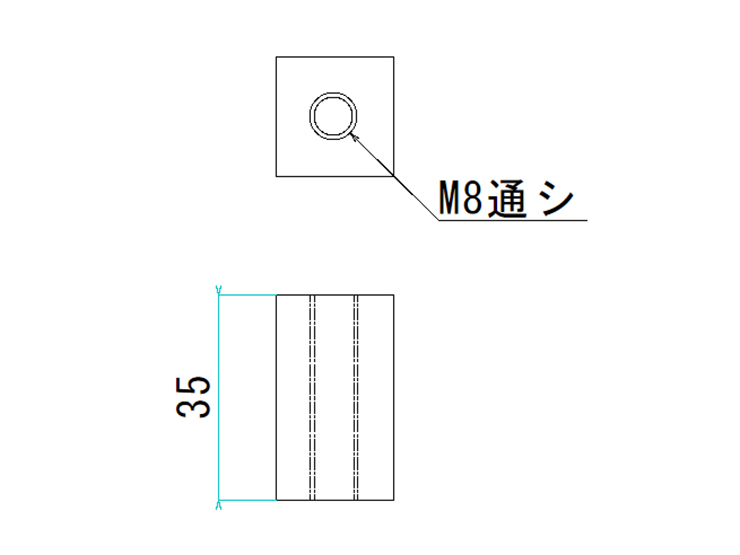
Before
一般的にメーカーの推奨するタップの深さは2~2.5Dです(D=タップ径、左図の場合M8x2~2.5で深さ16~20が限界深さ)。これを超えた加工も可能ではありますが、その分、折損リスクの増大や、めねじ拡大、専用工具の購入が必要など様々なデメリットが発生してしまいます。
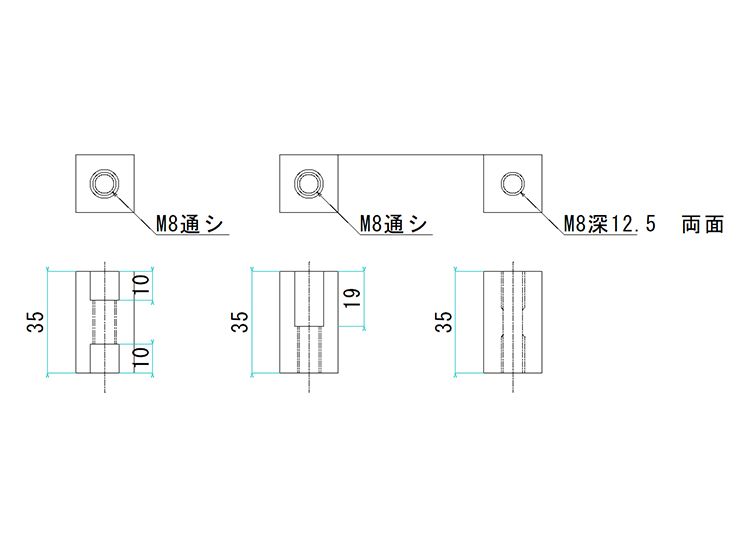
After
左図のように、両口元逃し、片口元逃し、両側加工にすることで、タップの深さを抑えることができ、加工難度が低くなるため、タップ折損等のリスクを軽減することが可能です。
Point
特にステンレス等の難削材では折損の可能性が非常に高まります。強度的問題等により必要な場合を除き、できる限りタップの深さは抑えたいところです。


