精度穴の底部形状変更によるリードタイムの短縮
| 提案内容 | 精度穴の底部をドリル形状からフラット形状に変更 |
|---|---|
| 提案効果 | コストダウン・リードタイムの短縮 |
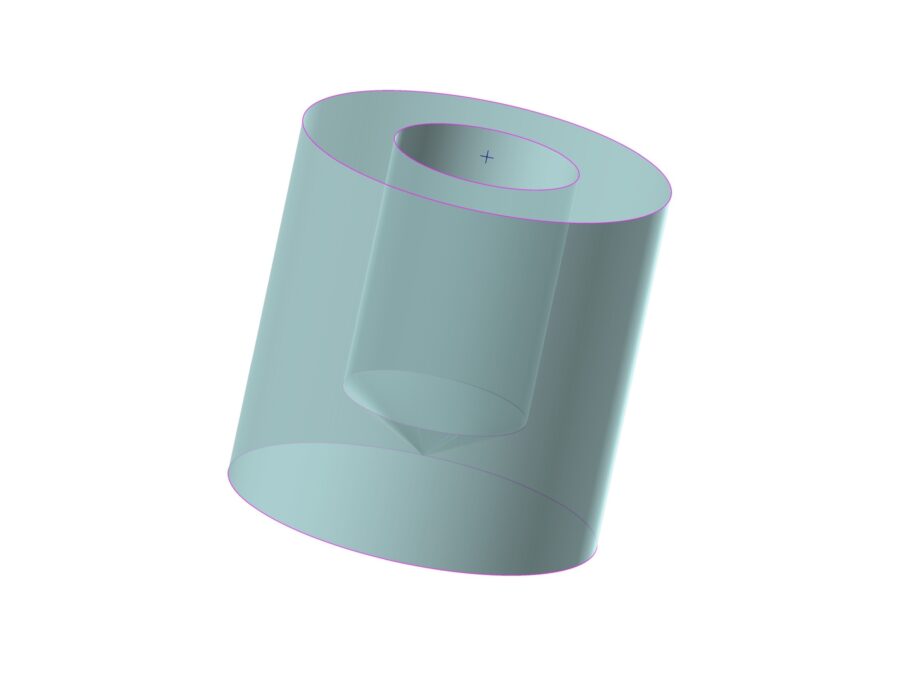
Before
H7公差などの高精度穴の底部がドリル形状(先端が円錐形)になっている場合、通常は「センタードリル → 下穴ドリル → リーマ」という複数工程が必要となります。さらに、旋削工具・突切工具・面取り工具なども加わるため、使用する工具の種類が多岐にわたります。
しかし、旋盤には装着できる工具本数に限りがあり、必要な工具が搭載しきれないケースも発生します。その際には別の機械で工程を分けて対応する必要があり、段取り替えや工程間の移動が発生することで、リードタイムが長くなってしまいます。
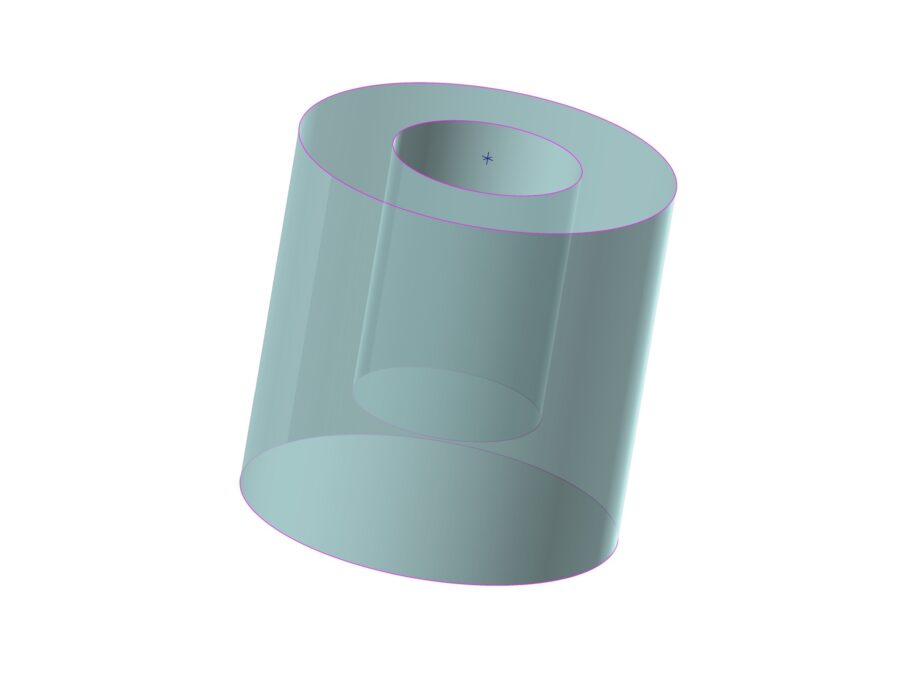
After
精度穴の底部をドリル形状ではなくフラット形状に設計変更していただくことで、加工はエンドミル1本で完結できるようになります。これにより、必要な工具本数が大幅に削減され、1台の旋盤のみで全工程を完結できるようになります。
結果として、段取り時間の短縮・工程間移動の削減・リードタイムの短縮が実現できます。
Point
精度穴の底部はドリル形状ではなく、フラット形状で設計していただくことを推奨しています。フラット形状であれば、工具本数が削減でき、加工がエンドミル1本で完結するため、工程数が減り、段取り時間や工具交換の手間を抑えることができます。その結果、リードタイムの短縮だけでなく、加工コストの削減にもつながります。
また、図面上にドリルの先端形状が記載されている場合、現場では設計者に確認を取る必要があり、そのやり取りに時間を要することがあります。機能的にドリル底である必然性がないのであれば、最初からフラット形状で設計していただく方が、全体の効率化に寄与します。


