深穴貫通加工における加工方法の変更によるコストダウン・位置精度保証
| 提案内容 | 片側の加工から両側からの繋ぎ加工に変更 |
|---|---|
| 提案効果 | コストダウン・位置精度保証 |
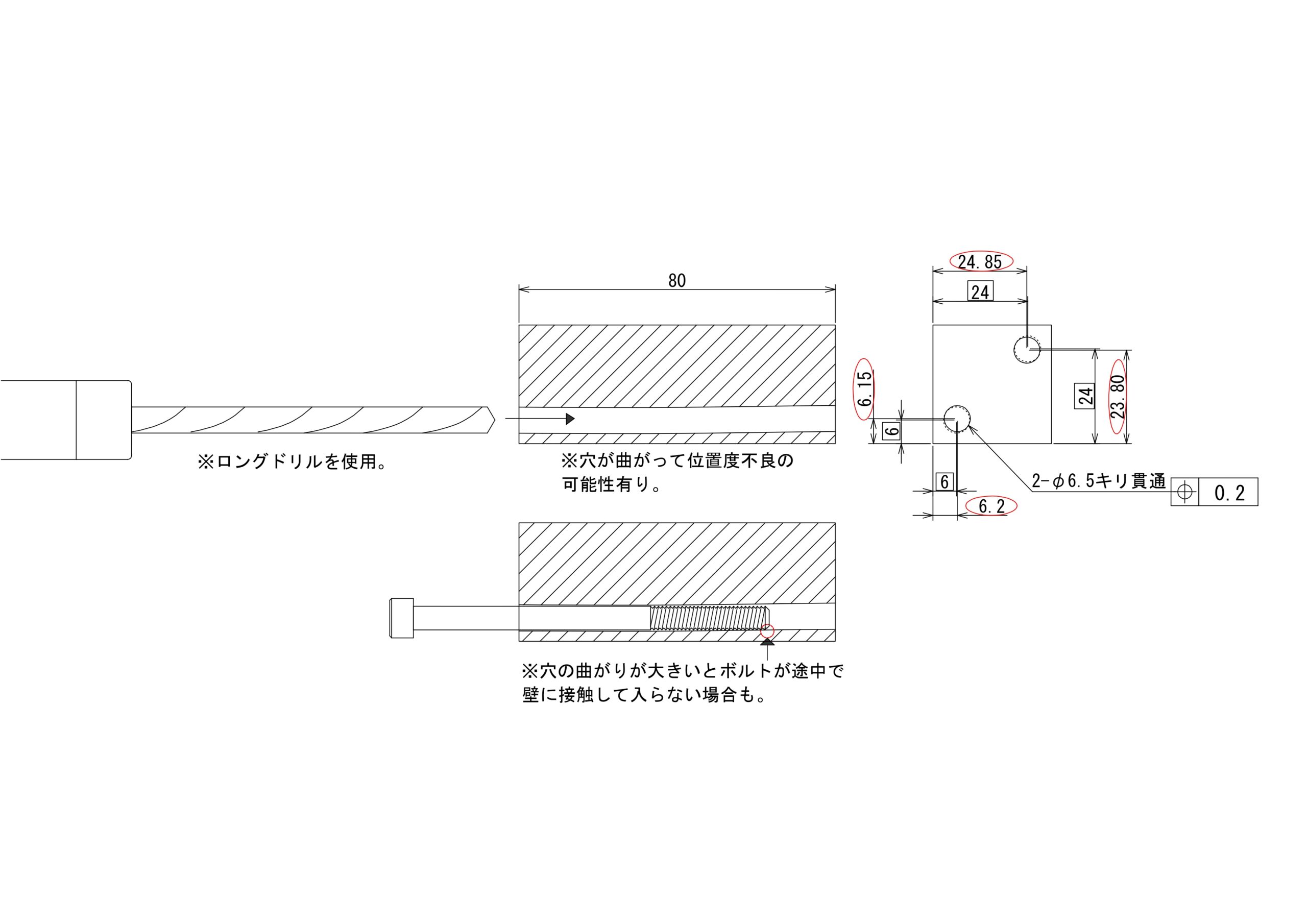
Before
片側からの深穴貫通加工は、ドリルの材質や形状、長さ、ドリル先端の摩耗具合によって穴が曲がって開いてしまい、位置精度が守られない場合があります。そのため、ボルト穴で使用する場合、ボルト自体が曲がった穴の壁に接触してしまい通らなくなってしまいます。
また、切粉の排出や切削油のかかり具合によってはドリル欠損のリスクも高くなり、結果として、コストアップにつながります。
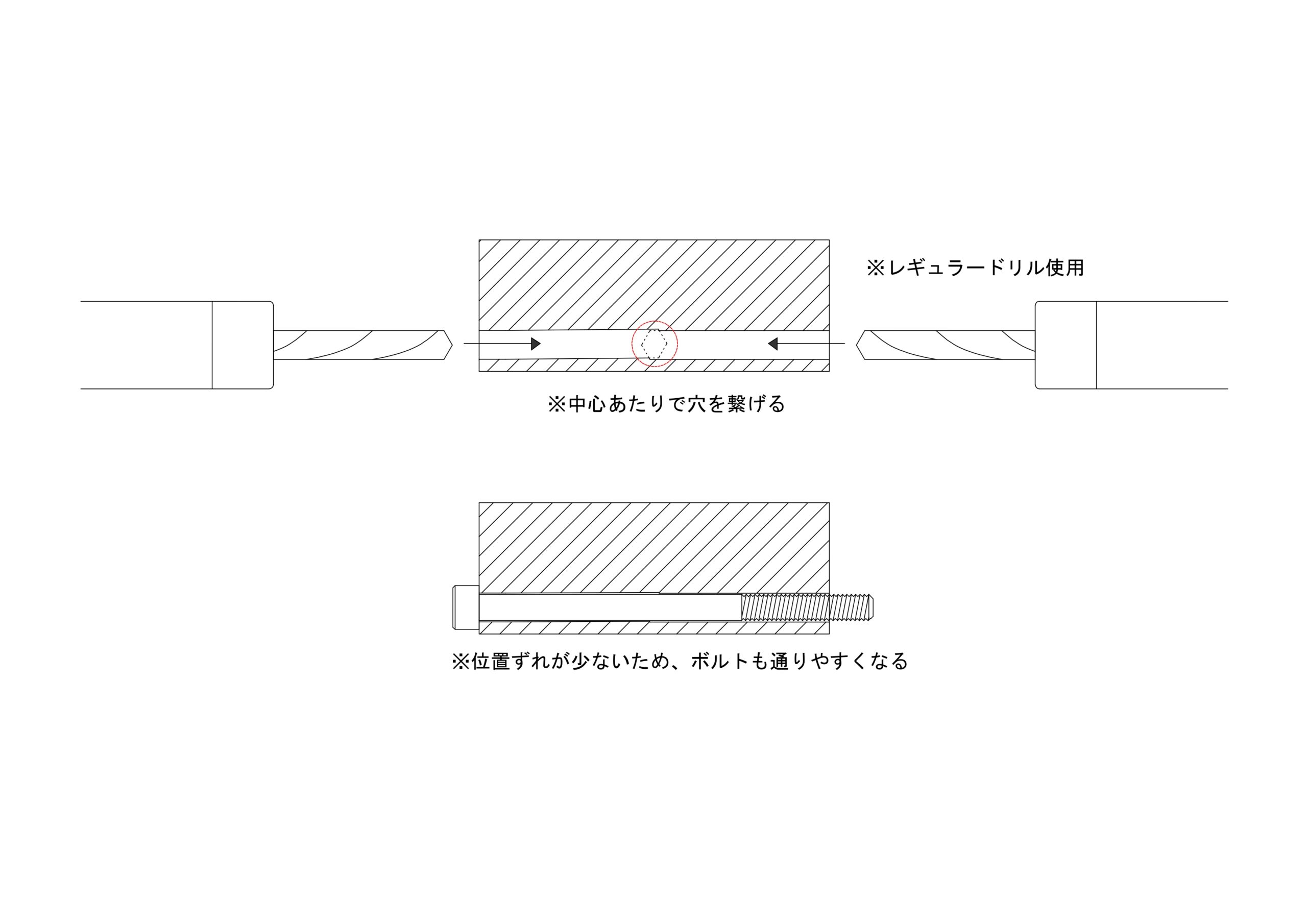
After
横型マシニングを使用し、ワンチャッキングで両側からの繋ぎ加工にすることで、ドリルの長さも短くでき、位置精度が出しやすくなります。そのため、ボルト穴で使用する場合、ボルトが通りやすくなります。
また、切粉の排出がしやすくなり、切削油が内部まで行き届きやすくなるため、欠損のリスクも低くなり。コストダウンにつながります。
Point
横型マシニングを使用することで、深穴加工にも対応できます。
両側から加工することで、繋ぎ部分に多少のズレが生じる場合がありますが、その際には、ガイド穴加工を間に入れることにより、正確な位置精度を実現できます。
また、図面に最初から「両側から加工可」と記載いただくことで、確認作業が不要になり、その分、リードタイム短縮につながります。


