シャフトやピンにおける穴径精度 緩和によるバリ取り工数の削減
| 提案内容 | 精度穴公差の緩和 |
|---|---|
| 提案効果 | バリ取り工数の削減 |
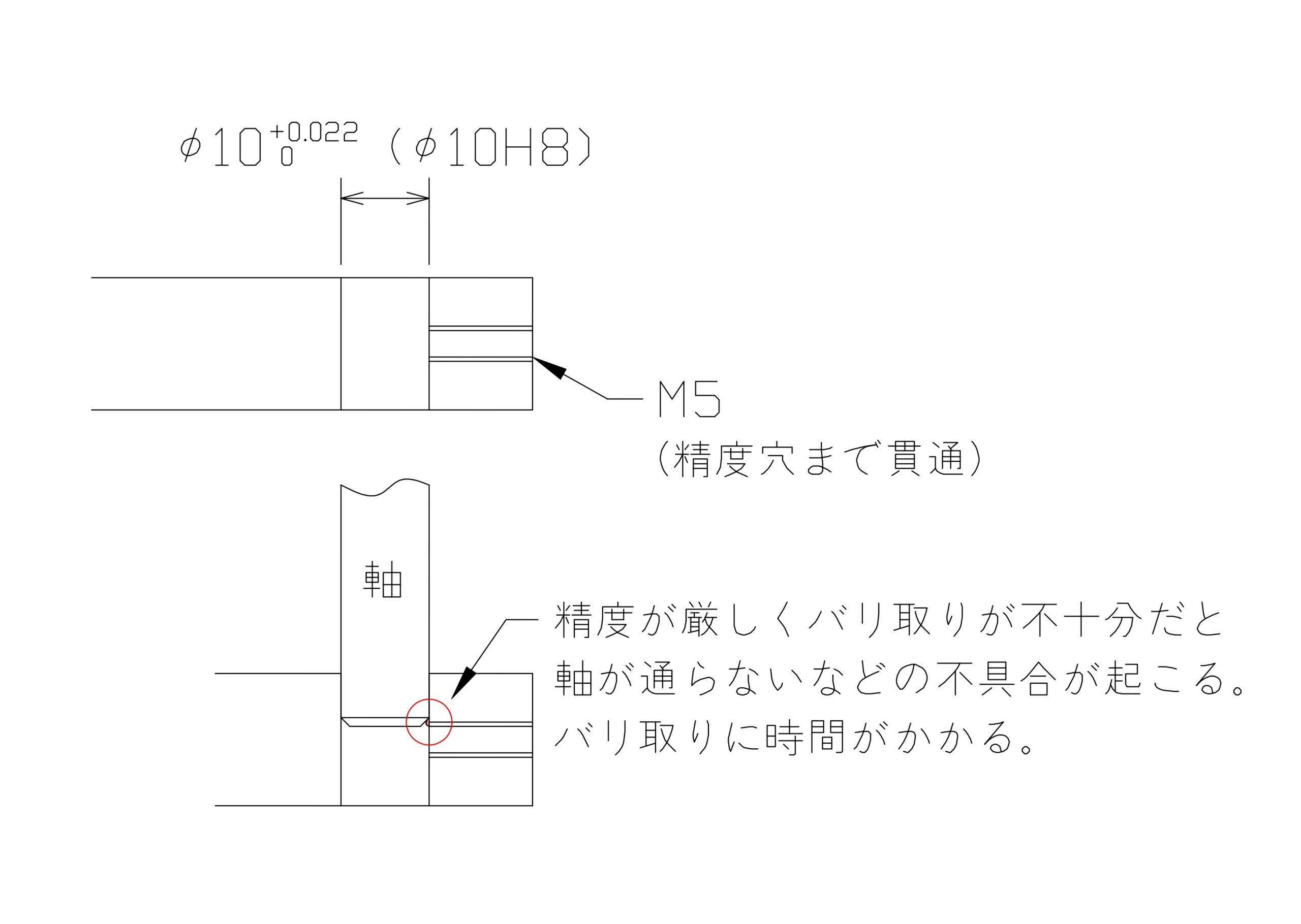
Before
正面の精度穴と側面のタップが交差する加工において、精度穴公差が厳しい場合、ピンゲージで通しを確認しながら慎重にバリ取りを進めていきます。そのため、時間がかかってしまい、結果的にコストアップに繋がります。
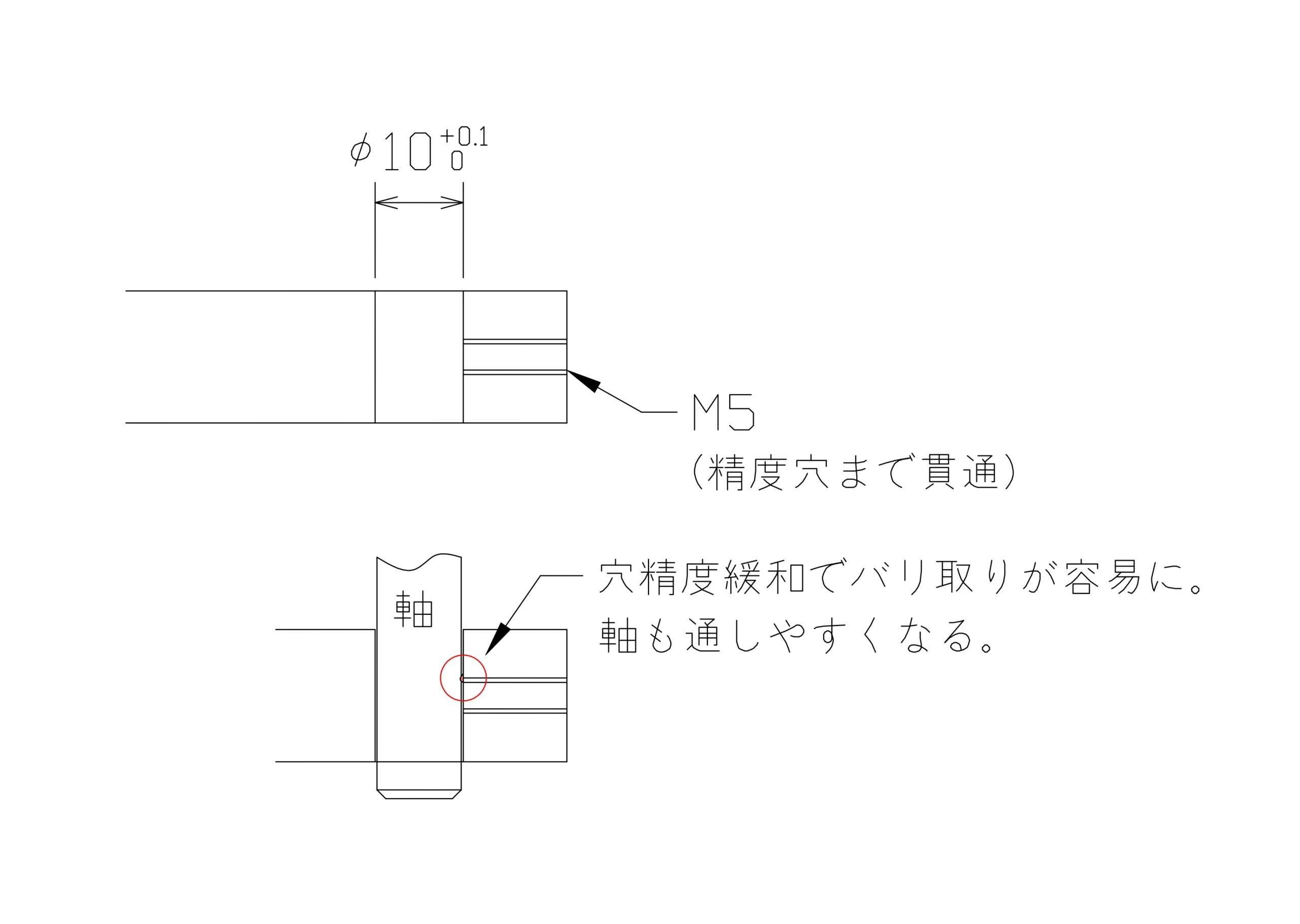
After
穴径精度を緩和することで、バリ取りが容易になりコストダウンに繋がります。
軸位置精度がそこまで求められないことが多いシャフトやピンでは、特に効果的な方法となります。
Point
軸位置度と穴精度が必要な場合(緩和できない場合)は、シャフトやピン自体の軸径の精度を変更する必要があります。


